
- Главная
- >
- Продукты
- >
- Шапки формы
- >
- Отвинчивание крышек форм



Отвинчивание крышек форм
бренд :Focare Mould
происхождение продукта :Китай
время доставки :60 рабочих дней после подтверждения дизайна
производственно - сбытового потенциала :500 комплектов пресс-форм в год
Что касается дизайна колпачка, люди всегда хотят найти новый способ, но из-за ограничений традиционного способа литья у него не может быть такого выдающегося дизайна, чтобы привлекать внимание людей одним цветом.
С разработкой новой технологии формования, Bi-инъекцией, Tri-инъекцией ... это помогает дизайнерам иметь больше идей по дизайну и придать им красивый внешний вид.
Я верю, что все больше и больше клиентов полюбят эту дизайнерскую идею и сделают свой собственный бренд выдающимся. Focare Mold - производитель пресс-форм, специализирующийся на разработке и производстве двухцветных пресс-форм. Мы здесь, чтобы помочь вам воплотить вашу фантастическую идею в реальность.
Конструкция резьбы иногда существует в изделиях для целей сборки. Это может быть непосредственно сформировано или обработано после формирования. Для резьб, которые часто разбираются или испытывают большие нагрузки, при проектировании резьбовых вставок следует учитывать следующие принципы:
1. Избегайте резьбы с шагом менее 0,75 мм. Избегайте резьбы с максимальной полезной резьбой 5 мм
2. Избегайте прямого формирования длинных нитей из-за пластической усадки, чтобы предотвратить искажение шага
3. Избегайте резьбы с допуском меньше, чем пластическая усадка
4. Если внутренняя и внешняя резьба совпадают, зазор между 0,1-0,4 мм
5. Резьба деталей должна быть 1-3. Модуль slope_
6. Зубья винта не могут быть расширены до конца продукта. Полированный стержень около 0,8 мм должен быть установлен, чтобы облегчить обработку матрицы и срок службы резьбы.
7. В некоторых аналогичных продуктах с бутылочными крышками будет установлена вертикальная маркировка. Расстояние должно составлять 1,5 мм, а расстояние должно составлять 3,0 мм, а на поверхности разъема - не менее 0,8 мм.
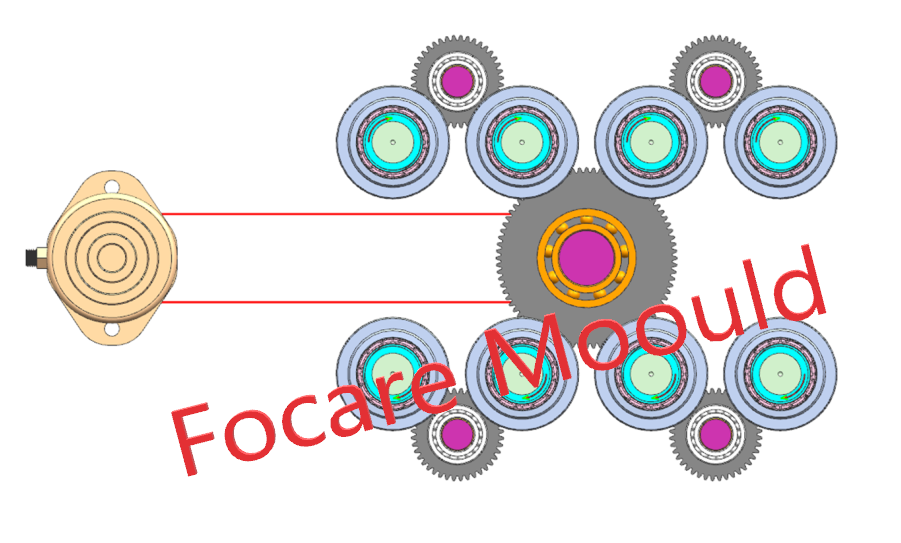
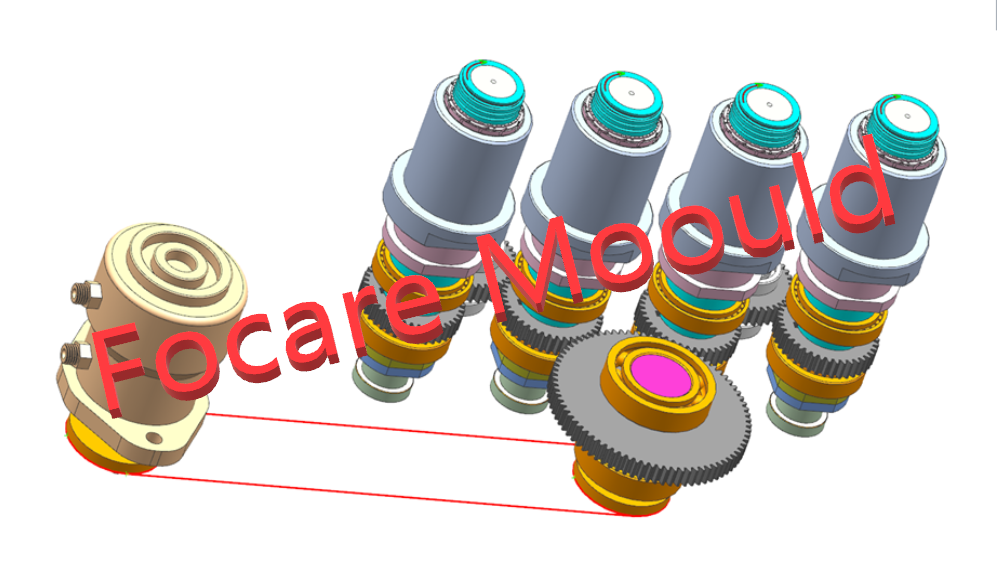
Есть несколько способов снятия слепка:
1. Принудительное деформирование. Пластмассовая часть принудительно удаляется с помощью упругости самой пластиковой части или с помощью эластичного стержня с резьбой. Этот тип демонтажа в основном используется для полукруглой крупной резьбы с низкой точностью резьбы и небольшой глубиной на некоторых мягких пластиках. Это может сделать структуру формы простой.
2. Ручное литье. Ручной демонтаж в и из пресс-формы.
In-mould: необходимо вынуть сердечник резьбы с помощью специального инструмента с квадратным отверстием, а затем пластиковая деталь вынимается из полости механизмом демонтажа.
Не в форме: используйте подвижный резьбовой стержень или кольцо. После того, как форма открыта, форма вынимается вместе с пластиковой деталью, а затем пластиковая деталь вручную отвинчивается от стержня с резьбой или кольца.
3. Маневрирование при деформировании. Возвратно-поступательное движение открывающей и закрывающей формы преобразуется во вращательное движение, чтобы разъединить резьбу пластиковой детали. Такая форма имеет высокую эффективность производства, но имеет сложную конструкцию и высокую стоимость изготовления.









