
- Главная
- >
- Продукты
- >
- Household Molds
- >
- Форма для литья пластиковых корзин для белья


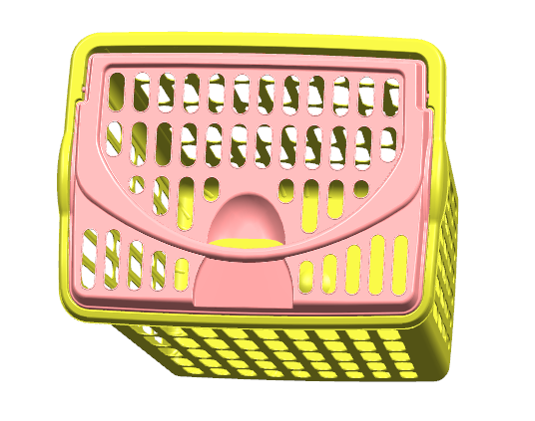
Форма для литья пластиковых корзин для белья
бренд :Focare
происхождение продукта :Китай
время доставки :60 дней
производственно - сбытового потенциала :500 форм в год
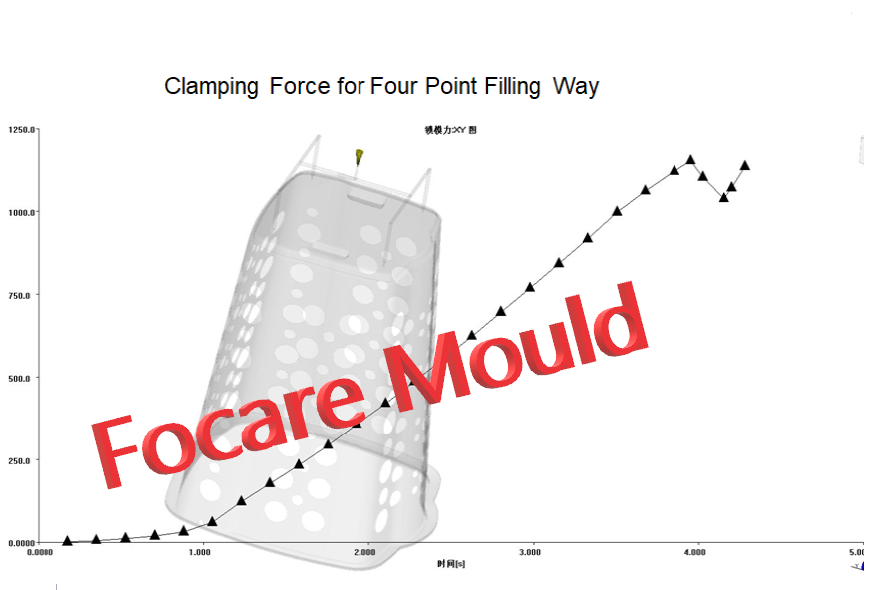
Высота ведра для белья очень высокая, а давление впрыска в форму очень высокое. Следовательно, для производства литьевой машины большего объема требуется более высокое зажимное усилие и более длинный ход открывания.
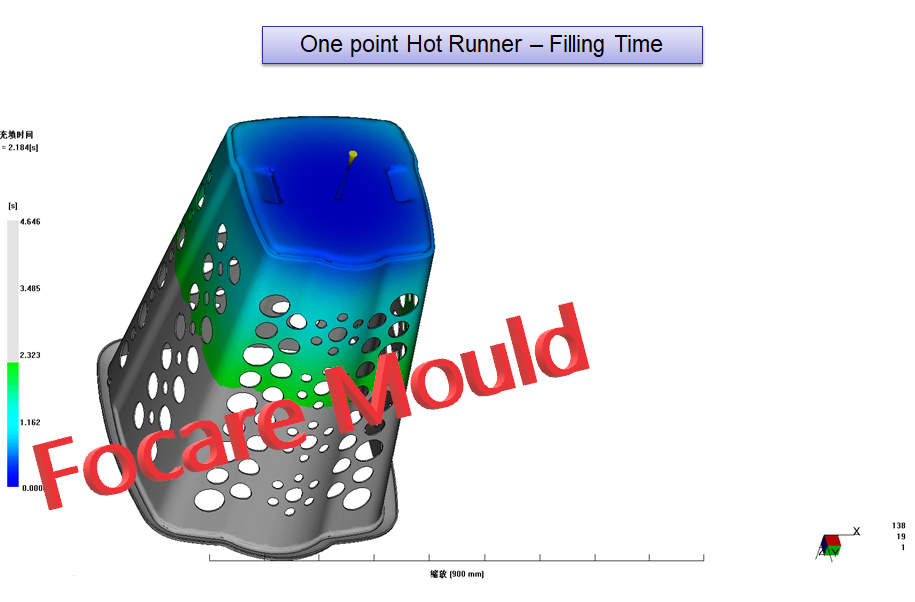
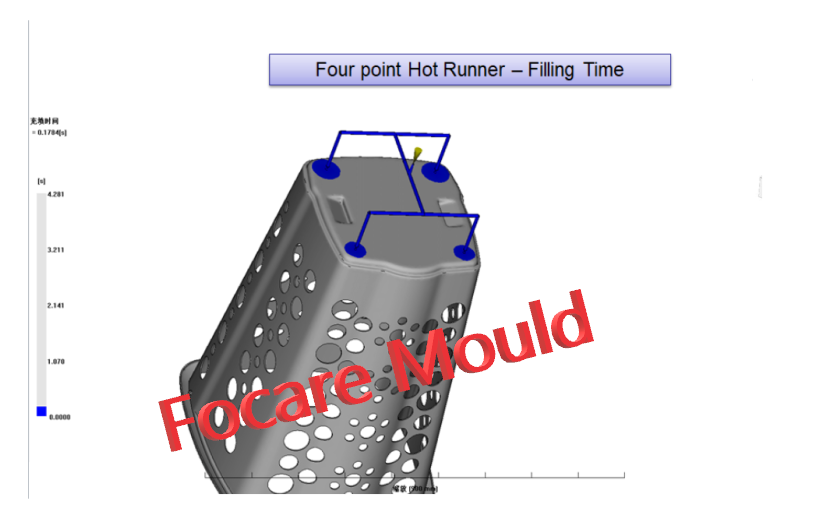
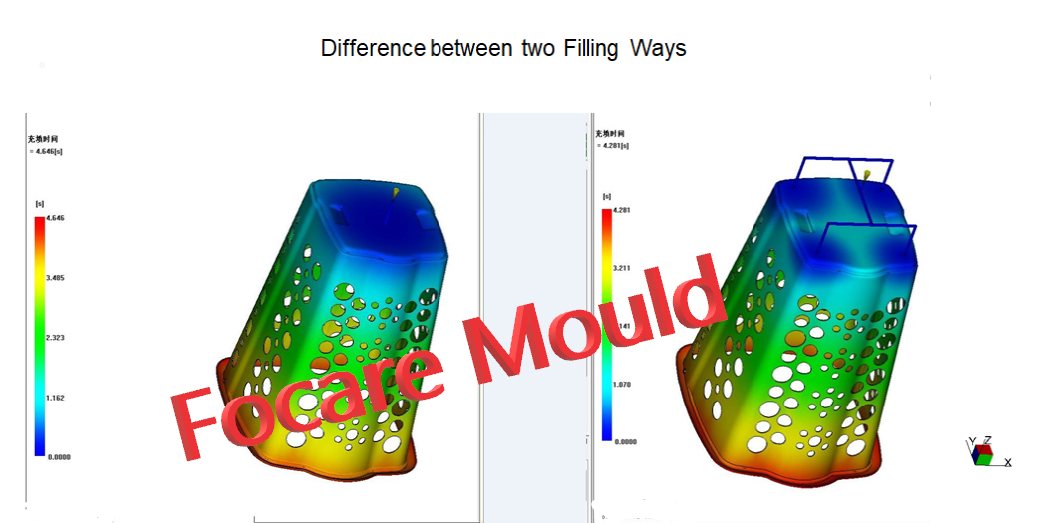
Чтобы снизить и сбалансировать давление впрыска в пресс-форму, лучше иметь 2 или 4 вентиля для впрыска на конструкцию пресс-формы.
Основные моменты конструкции ворот можно резюмировать следующим образом:
1. Ворота открываются в толстой секции пластмассовой части, так что расплавленный материал течет из толстой секции в тонкую секцию, чтобы обеспечить полное заполнение;
2. Выбор места затвора должен минимизировать процесс заполнения пластиком, чтобы уменьшить потерю давления;
3. Выбор местоположения ворот должен быть выгоден для устранения воздуха в полости;
4. Нельзя допускать, чтобы затвор сбрасывал расплав прямо в полость, в противном случае он будет создавать закрученный поток, оставляя следы вращения на пластиковой части, особенно узкие затворы более подвержены таким дефектам;
5. Выбор места расположения ворот должен предотвращать образование линий шва на пластиковой поверхности, особенно в кольцевых или цилиндрических пластмассовых деталях, при добавлении холодной расплавленной поверхности ворот. ;
6. Положение затвора литьевой формы с удлиненным сердечником должно быть далеко от формующего стержня, чтобы формовочный стержень не деформировался потоком;
7. При формировании больших или плоских пластиковых деталей можно использовать двойные ворота для предотвращения коробления, деформации и отсутствия материала;
8. Ворота должны быть открыты как можно дальше, не влияя на внешний вид пластиковой детали, такой как нижняя кромка;
9. Размер ворот зависит от размера, формы и пластических свойств пластиковой детали;
10. При проектировании форм для литья под давлением с несколькими полостями рассмотрите баланс каналов потока, чтобы оценить баланс затворов, и постарайтесь одновременно равномерно заряжать расплавленные материалы.

Задвижка, также известная как входное отверстие для подачи, является проходом, который соединяет разделительную раму с расплавом полости. Правильный выбор ворот напрямую связан с тем, могут ли литьевые изделия быть отлиты под давлением хорошего качества и высокого качества. Конструкция ворот включает в себя определение формы и размера секции ворот и выбор местоположения ворот.
Время, необходимое для того, чтобы расплавленный металл начал поступать в полость для заполнения, называется временем заполнения. Время наполнения литья из алюминиевого сплава составляет: 0,01 с ~ 0,1 с. Принцип выбора времени заполнения:
(1) Если температура литья сплава высока, время наполнения должно быть больше;
(2) Если температура формы высокая, время заполнения будет больше;
(3) Если толстостенная часть находится далеко от внутренних ворот, время заполнения должно быть больше;
(4) Сплавы с высокой температурой плавления, время заполнения должно быть больше;
(5) Когда эффект выхлопа плохой, время наполнения должно быть больше.
Положение затвора играет решающую роль в форме фронта потока расплава и влиянии давления удержания, и, следовательно, определяет прочность и другие свойства литьевого изделия, полученного литьем под давлением. На факторы, влияющие на расположение ворот, в том числе на форму, размер, толщину стенки, точность размеров, качество внешнего вида и механические свойства изделия и т. Д.










