
- Главная
- >
- Продукты
- >
- Пластиковые пресс-формы для стульев и столов
- >
- Легкий вязаный пластиковый обеденный стул с газовой инъекцией



Легкий вязаный пластиковый обеденный стул с газовой инъекцией
бренд :Focare
происхождение продукта :Китай
время доставки :60 дней
производственно - сбытового потенциала :500 форм в год
Преимущества пресс-форм для литья под давлением:
1. Экономьте сырье, повышайте коэффициент использования пластмассы до 50%, сокращайте цикл формования и улучшайте определенные характеристики.
2. Он может снизить давление в пресс-форме на 60%, сделать размер детали равномерным и улучшить усадку и деформацию.
3. Уменьшите рабочее давление системы впрыска и системы зажима машины впрыска, чтобы форма подходила для небольших машин и снизила энергопотребление.
4. Требования к системе литьевой машины относительно просты, и нет особых требований к сырью.
Преимущества пресс-форм для литья под давлением газа приведены ниже:
1. Экономьте сырье, повышайте коэффициент использования пластмассы до 50%, сокращайте цикл формования и улучшайте определенные характеристики.
2. Он может снизить давление в пресс-форме на 60%, сделать размер детали равномерным и улучшить усадку и деформацию.
3. Уменьшите рабочее давление системы впрыска и системы зажима машины впрыска, чтобы форма подходила для небольших машин и снизила энергопотребление.
4. Требования к системе литьевой машины относительно просты, и нет особых требований к сырью.

Однако есть и недостатки. Требования к плесени высоки. На ранней стадии целесообразность забора воздуха должна быть неоднократно продемонстрирована. Позднее производство сложнее, чем обычное литье под давлением. Персонал по настройке должен обратить внимание на сбор соответствующих данных. В производстве это настраивается многократно. Овладеть характеристиками инертных газов.
1. Газовые характеристики процесса
(1). Необходимо учитывать влияние проникновения газа на параметры процесса. Первичное проникновение при формовании с помощью газа зависит главным образом от доли объема расплава пластика в полости и регулируется законами механики жидкости. Вторичное проникновение происходит в более толстых местах и расширяется во всех направлениях. Влияние параметров процесса на прочность проникновения газа в основном отражается на длине проникновения газа и пластической толщине поверхностного слоя дыхательных путей. В целом, более высокие давления впрыска газа, более высокие температуры расплава, более низкая вязкость расплава и более короткое время задержки переключения приводят к более коротким длинам проникновения и более тонким толщинам стенок дыхательных путей.
(2). Рекомендуется использовать газ низкого давления при заполнении формы. Когда давление поддерживается, давление компенсируется усадкой. Причина в том, что некоторое количество газа будет растворено в пограничном слое, где расплав находится в контакте с газом. Если пластик не полностью затвердел после поддержания давления, давление снижается. Эти газы будут набухать, вызывая образование пузырьков воздуха на внутренней поверхности дыхательных путей. Чем больше давление газа во время заполнения, тем больше газа растворяется в пограничном слое расплава, и тем сильнее эффект расширения газа после поддержания давления.
(3). Следует позаботиться о том, чтобы избежать чрезмерной турбулентности и вызвать обширное расширение газа на внутренней поверхности дыхательных путей.
(4). Необходимо приложить усилия, чтобы избежать впрыска, потому что расплав будет перекрываться и охлаждать свободную поверхность в случае струйной обработки, и газ будет проходить через поверхность расплава, когда он проникает в первое перекрытие в таком неоднородном расплаве. Вызывает сбой литья. Можно заполнить полость в направлении обратной силы тяжести и начать заполнение в самой тонкой части продукта, чтобы избежать разбрызгивания.
(5). Во время переключения, когда впрыск газа не начался до окончания впрыска расплава, старайтесь избегать большого изменения скорости потока расплава, поскольку это изменение приведет к изменению линии гистерезиса и изменению глянца на поверхности продукта.
(6). Точность количества и материала. Основой фактического процесса с применением газа является количество материала, количество материала и точность литьевой машины, которые будут влиять на эффективность и стабильность процесса с применением газа. Причина в том, что, когда полость формы заполнена пластиком, газу трудно образовать полость внутри пластика. Только в состоянии недостатка материала положение воздушной полости остается. Когда газ впрыскивается в полость, заранее заданной пластикой является вся полость, заполненная расширением внутреннего газа. Следовательно, количество материала напрямую связано с эффектом формования процесса с применением газа, а погрешность точности пластиковой машины связана со стабильностью процесса с использованием газа. Газовое литье под давлением не обязательно гарантирует, что весь пластик впрыскивается в полость.

2. Метод регулировки процесса с помощью газа
Когда процесс с помощью газа регулируется, рекомендуется отрегулировать соответственно в следующем порядке:
(1) В случае отсутствия впрыска газа, сначала заполните продукт и наблюдайте состояние потока пластмассы и состояние формы;
(2) Постепенно уменьшайте количество материала, наблюдайте среднее распределение каждого потока затвора, когда материал отсутствует, и старайтесь обеспечить симметрию потока формы;
(3) В общем способе с применением газа обычно используется двухступенчатая или трехступенчатая закачка газа. Тонкостенная часть давления подходит для впрыска газа под высоким давлением 2500-4000 фунтов на квадратный дюйм, а толстостенная или стержневая продукция подходит для впрыска газа под низким давлением 1000-2500 фунтов на квадратный дюйм.
(4) Когда дефицит материала достигает около 90%, начинается закачка газа. Если продукт все еще имеет некоторую усадку, рекомендуется уменьшить количество материала соответствующим образом до тех пор, пока продукт не заполнится, а затем добавить количество материала до полного состояния.
(5) Отрегулируйте давление газа соответствующим образом, а время удержания газа и задержка запуска находятся в подходящем состоянии.
(6) В режиме впуска форсунки обязательно используйте заднее сиденье для выпуска воздуха.
(7) В режиме забора воздуха важно обратить внимание на беспрепятственный выпуск иглы воздуха. Если выхлоп не гладкий, его необходимо вовремя очистить.
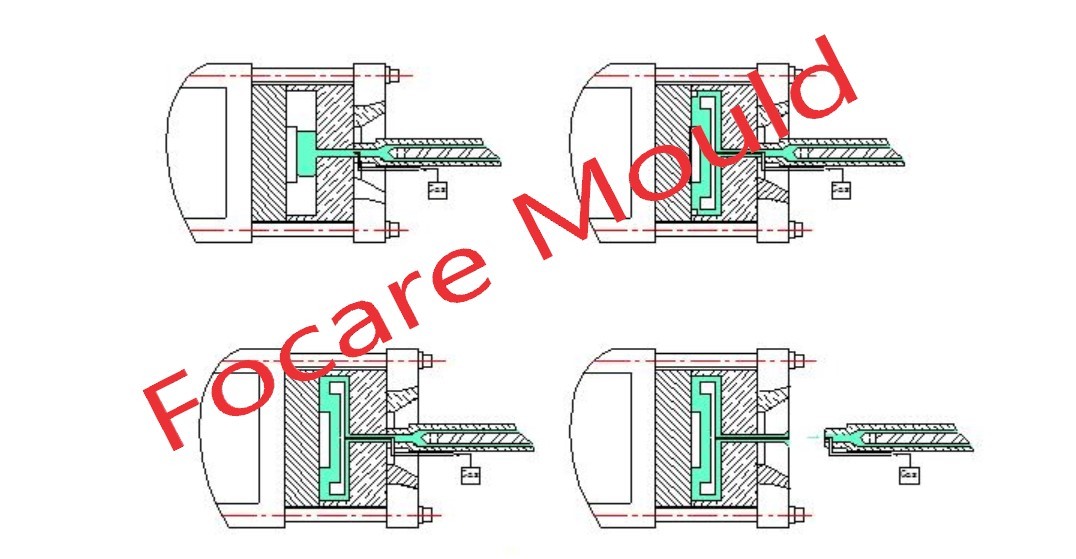
3. Процесс литья под давлением с помощью газа можно разделить на четыре этапа:
Первая стадия литья под давлением с помощью газа: литье пластмасс под давлением. Расплав поступает в полость и сталкивается со стенкой пресс-формы с более низкой температурой, образуя более тонкий затвердевший слой.
Газовое литье под давлением второй стадии: газовое происшествие. Инертный газ поступает в расплавленный пластик, выталкивая не затвердевший пластик в полость, которая еще не заполнена.
Третья стадия литья под давлением газа: конец впрыска газа. Газ продолжает толкать поток пластичного расплава, пока расплав не заполнит всю полость.
Четвертая стадия литья под давлением с помощью газа: давление удержания газа. Под давлением газ в воздушном канале сжимает расплав и подает, чтобы обеспечить внешний вид детали.










